
想知道【螺旋管】型材质检严格放心品质产品为何如此受欢迎?观看视频,答案自在其中。
以下是:【螺旋管】型材质检严格放心品质的图文介绍
江门苏沪金属制品有限公司座落在德清升华库,地理位置优越,交通环境便利。 公司主营: ND工字钢,公司以满意服务、精品工程为宗旨,以技术出众、领先潮流为信念,以专业专注、诚信务实为商德,以造福人类、产业报国为志向,同八方宾朋携手共进,描绘更美好蓝图。


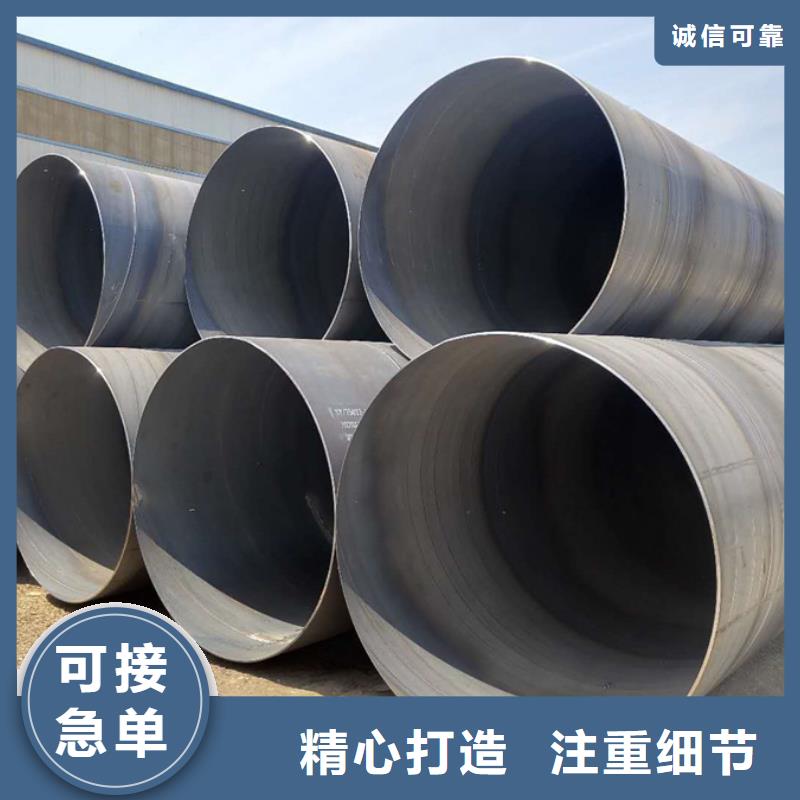
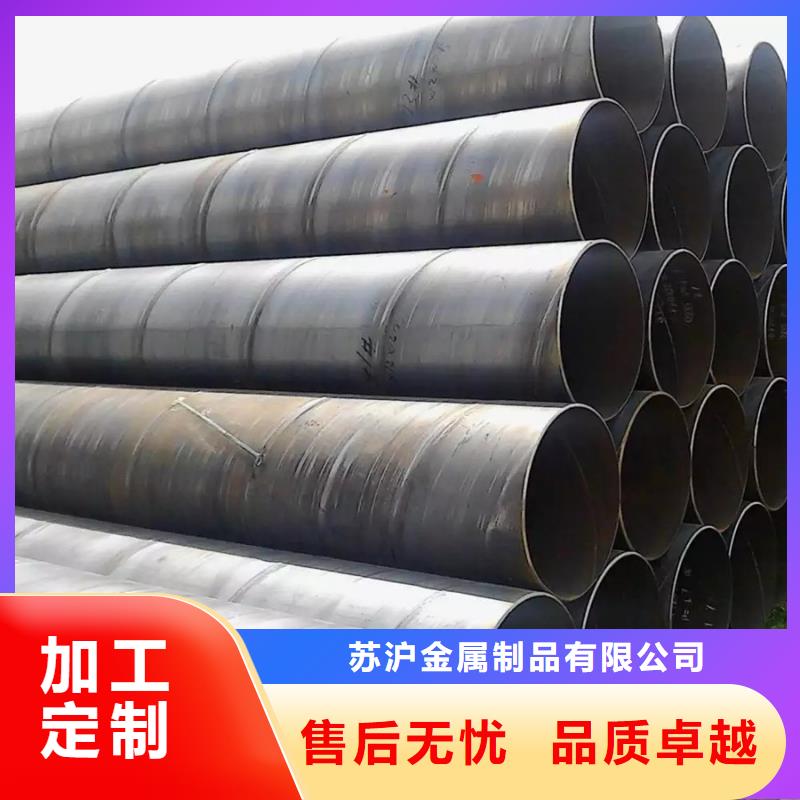
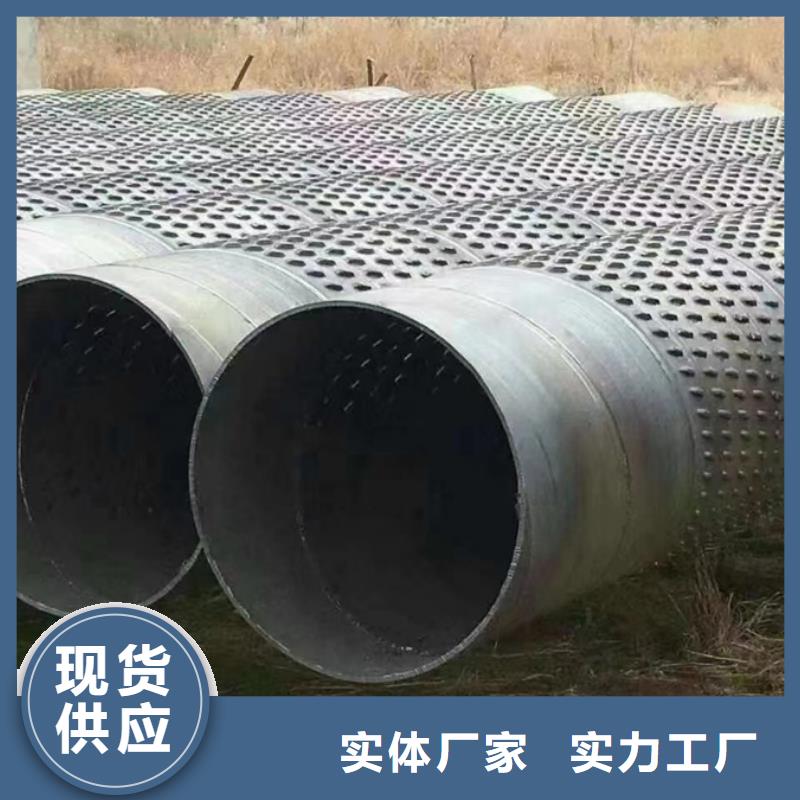
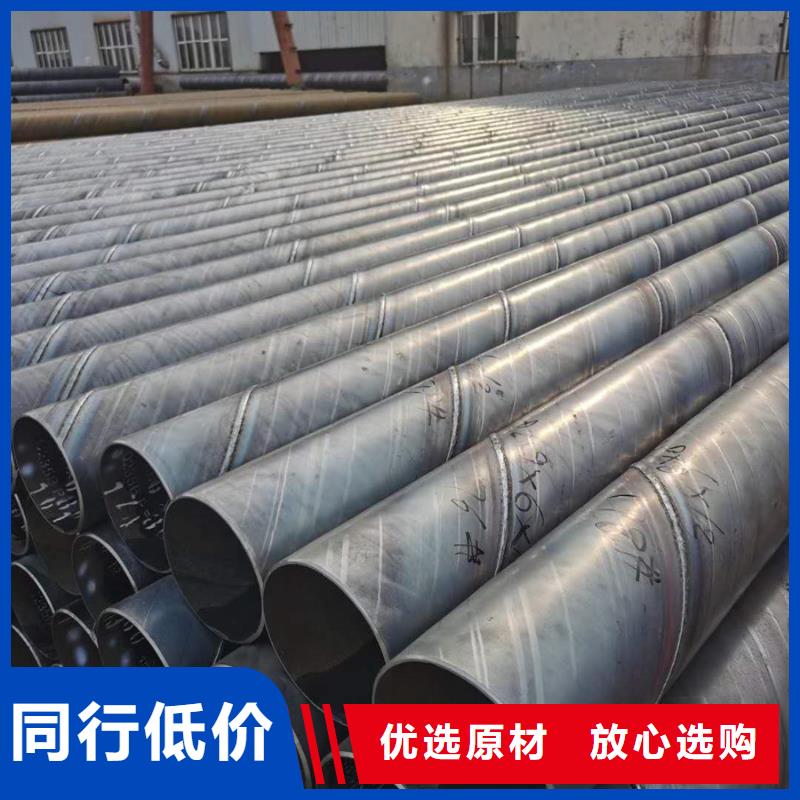
为了进一步优化通用设计方案,Q345B螺旋管统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。



目前针对大口径螺旋管市场供求情况有行业分析人表示,我国螺旋钢管市场需求增长弱化,行业流通集约化程度低,流通成本居高不下,行业风险日益加大。产能过剩态势相当严峻。近年来,为提高双面埋弧焊螺旋焊管整体技术水平,我国制定一系列产业发展政策。进而推进结构调整,改善产业布局,发展循环经济,降低物耗能耗,重视环境保护,提高企业综合竞争力,实现产业升级,以指导广大螺旋钢管健康稳步发展。 大口径螺旋管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。



16mn螺旋管酸洗液体会从处进入平焊法兰颈内壁和钢管外壁之间的间隙。随后,在镀锌池中镀锌时,高温会使间隙中的液体转为气体并迅速膨胀,导致间隙内压迅速加大而胀裂焊缝,严重时甚至产生爆管。 因此,工程中优先选用带颈对焊法兰。下面,针对工程中应用的带颈对焊法兰进行选型分析介绍根据相关有限元参数分析,可得到影响带颈对焊法兰承载性能的主要设计参数的取值原则,总结如下: 1)16mn螺旋管颈部坡度。颈部坡度越小则法兰越紧凑,但这会加剧法兰颈根部应力。根据理论分析及相关试验结果,推荐带颈对焊法兰颈部坡度取10