


联系我们

当前位置:
一名钢铁集团(福建省分公司) >福建本地每News
【钢结构】紫铜管制造生产销售
更新时间:2026-05-21 21:57:22 ip归属地:福建,天气:中雨,温度:24-29 浏览次数:11 公司名称: 一名钢铁集团(福建省分公司)
以下是:福建省【钢结构】紫铜管制造生产销售的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 3350/吨 |
| 发货期限 | 3-5天 |
| 供货总量 | 500吨 |
| 运费说明 | 物流 |
| 小起订 | 10吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235/Q355 |
| 产品品牌 | 一名 |
| 产品规格 | 齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 否 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 标准 |
| 产品颜色 | 碳钢原色 |
| 质保时间 | 10 |
| 外形尺寸 | 根据客户要求定制 |
| 适用领域 | 钢结构 |
| 是否进口 | 否 |
| 材质 | Q235B Q345B |
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |
| 范围 | 【钢结构】紫铜管供应范围覆盖福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市等区域。 |
以下是:福建省【钢结构】紫铜管制造生产销售的图文视频


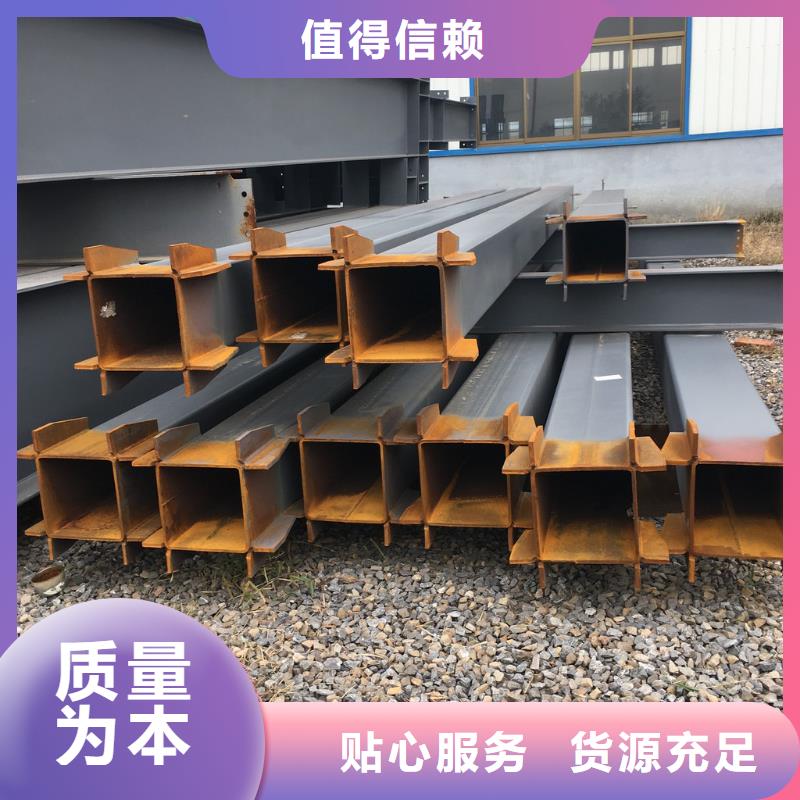


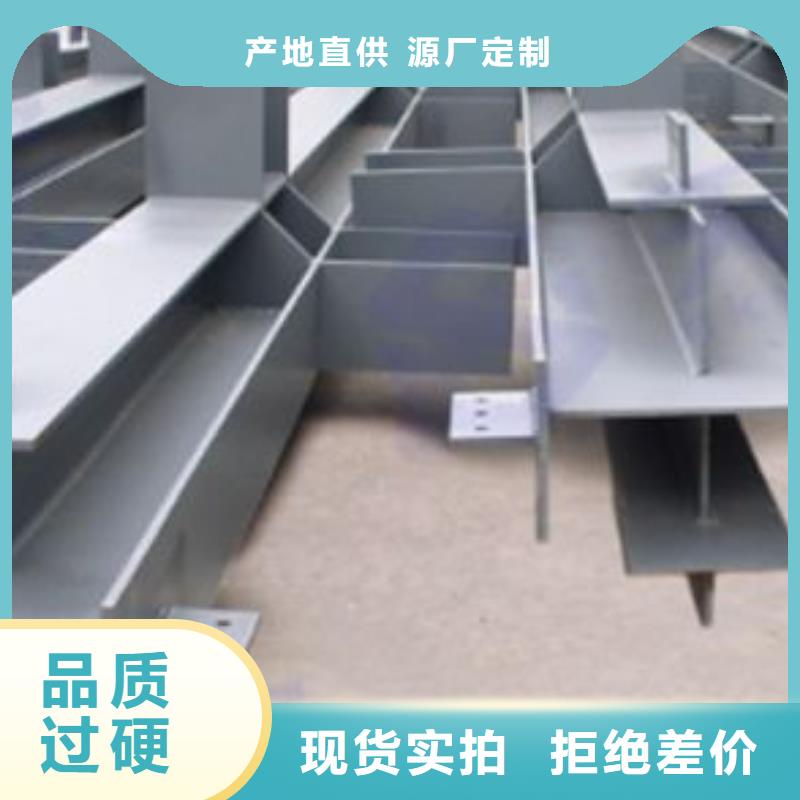
【一名钢铁】以匠心打造多元场景产品,涵盖漳州异型紫铜管、三明H型钢抛丸喷漆等。【钢结构】紫铜管制造生产销售,一名钢铁集团(福建省分公司)为您提供【钢结构】紫铜管制造生产销售,联系人:杨经理,电话:【13920698558】、【15802234444】。 福建省 唐开元二十一年(733年),设立军事长官经略使。从福州、建州各取一字,名为福建经略军使,与福州都督府并存。元朝时期,置福建等处行中书省。明洪武九年(1376年),置福建等处承宣布政使司。福建历史代表文化为“八闽文化”。福建省位于东海与南海的交通要冲,是历史上海上丝绸之路、郑和下西洋的起点,也是海上商贸集散地;开放优势明显,对外交流历史悠久,经济外向度高,是中国对外通商早的省份之一,宋元时期泉州是世界知名商港、海上丝绸之路起点,福州是郑和下西洋的驻泊地和开洋地。拥有经济特区、自由贸易试验区、综合实验区、21世纪海上丝绸之路核心区等多区叠加优势。全国侨乡,现旅居世界各地的闽籍华人华侨1580万人,闽籍港澳同胞120多万人,80%以上台湾民众祖籍在福建。
不容错过的【钢结构】紫铜管制造生产销售视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:福建【钢结构】紫铜管制造生产销售的图文介绍
一名钢铁集团(福建省分公司)是一家专业致力于 紫铜排的开发设计、销售为一体企业。经多年的销售经验,公司一直与国内外生产厂家保持良好的合作关系。批发零售: 紫铜排等。本公司进货渠道广泛,产品齐全,质量保证,货源充足,欢迎广大新老客户来电咨询!一名钢铁集团(福建省分公司) ,文明经营,以诚为本。


(4) 终拧扭矩:高强螺栓 紧固用的扭矩为终拧扭矩。考虑各种预应力的损失,终拧扭矩一般比按设计预拉力作理论计算的扭矩值大5%~10%。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。



一名钢铁集团(福建省分公司)是集工程设计、加工制作、安装施工、售后服务于一体的专业化公司。经过数十年的拼搏,公司规模不断扩大, 在多年的【紫铜排】从业中积累了丰富的实践经验,荣获多项荣誉,在业内有着良好的声誉。



七、以灵活、丰实。大开间设计,户内空间可多方案分割,可满足用户的不同需求。
八、符合住宅产业化和可持续发展的要求。钢结构适宜工厂大批量生产,工业化程度高,并且能将节能、防水、隔热、门窗等先进成品集合于一体,成套应用,将设计、生产、施工一体化,提高建设产业的水平。
钢结构与普通钢筋混凝土结构相比,其匀质、高强、施工速度快、抗震性好和回收率高等优越性,钢比砖石和砼的强度和弹性模量要高出很多倍,因此在荷载相同的条件下,钢构件的质量轻。从被破坏方面看,钢结构是在事先有较大变形预兆,属于延性破坏结构,能够预先发现危险,从而避免。
钢结构厂房具有总体轻、节省基础、用料少、造价低、施工周期短,跨度大,可靠,造型美观,结构稳定等优势。钢结构厂房广泛应用于大跨度工业厂房、仓库、冷库、高层建筑、办公大楼,多层停车车场及民宅等建筑行业。
安装要点编辑
(1) 摩擦系数:其中F为抗滑移试验所测得的使试件产生初始 滑移的力,nf为摩擦面数, 为与F对应的高强螺栓拧紧预拉力实测 值之和。
(2) 扭矩系数:其中d为高强螺栓公称直径(mm),M为施加扭矩值(N﹒M ),P为螺栓预紧力。10.9级高强度大六角螺栓连接必须保证扭矩系数K的平均值为0.110~0.150。其标准偏差应小于等于0.010。
(3) 初拧扭矩:为了缩小螺栓紧固过程中钢板变形的影响,可用二次拧紧来减小先后拧紧螺栓之间的相互影响。高强螺栓 次拧为初拧,使其轴力宜达到标准轴力的60%~80%。
八、符合住宅产业化和可持续发展的要求。钢结构适宜工厂大批量生产,工业化程度高,并且能将节能、防水、隔热、门窗等先进成品集合于一体,成套应用,将设计、生产、施工一体化,提高建设产业的水平。
钢结构与普通钢筋混凝土结构相比,其匀质、高强、施工速度快、抗震性好和回收率高等优越性,钢比砖石和砼的强度和弹性模量要高出很多倍,因此在荷载相同的条件下,钢构件的质量轻。从被破坏方面看,钢结构是在事先有较大变形预兆,属于延性破坏结构,能够预先发现危险,从而避免。
钢结构厂房具有总体轻、节省基础、用料少、造价低、施工周期短,跨度大,可靠,造型美观,结构稳定等优势。钢结构厂房广泛应用于大跨度工业厂房、仓库、冷库、高层建筑、办公大楼,多层停车车场及民宅等建筑行业。
安装要点编辑
(1) 摩擦系数:其中F为抗滑移试验所测得的使试件产生初始 滑移的力,nf为摩擦面数, 为与F对应的高强螺栓拧紧预拉力实测 值之和。
(2) 扭矩系数:其中d为高强螺栓公称直径(mm),M为施加扭矩值(N﹒M ),P为螺栓预紧力。10.9级高强度大六角螺栓连接必须保证扭矩系数K的平均值为0.110~0.150。其标准偏差应小于等于0.010。
(3) 初拧扭矩:为了缩小螺栓紧固过程中钢板变形的影响,可用二次拧紧来减小先后拧紧螺栓之间的相互影响。高强螺栓 次拧为初拧,使其轴力宜达到标准轴力的60%~80%。


5、焊条种类几种
大体有十几种:碳钢焊条、低合金钢焊条、钼和铬钼耐热钢焊条、低温钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条及特殊用途焊条。
6、焊缝缺陷:
(1)未焊透:母体金属接头处中间(X坡口)或根 部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及溢出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。
大体有十几种:碳钢焊条、低合金钢焊条、钼和铬钼耐热钢焊条、低温钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条及特殊用途焊条。
6、焊缝缺陷:
(1)未焊透:母体金属接头处中间(X坡口)或根 部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及溢出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。



【钢结构】紫铜管制造生产销售,一名钢铁集团(福建省分公司)专业从事【钢结构】紫铜管制造生产销售,联系人:杨经理,电话:【13920698558】、【15802234444】,以下是【钢结构】紫铜管制造生产销售的详细页面。