导读 【涌华】业务覆盖多元场景,提供以下产品和服务:
古丈合金板、
凤凰耐磨钢板、
湘潭耐厚板、
张家界猛板、
常德猛板、
益阳高锰耐磨钢板等。
堆焊耐磨板,耐磨钢板经验丰富质量放心,
涌华金属科技(湘西市分公司)为您提供
堆焊耐磨板,耐磨钢板经验丰富质量放心,联系人:
范经理,电话:
【18762195566】、【18762195566】。 湖南省,湘西土家族苗族自治州 湘西土家族苗族自治州位于湖南省西北部,地处湘鄂黔渝四省市交界处。1952年8月成立湘西苗族自治区,1955年改为湘西苗族自治州,1957年9月成立湘西土家族苗族自治州。现辖7县1市,国土面积1.55万平方公里,是典型的“老、少、边、山、库、穷”地区,是西部大开发、武陵山片区区域发展与扶贫攻坚先行先试地区,是湖南省的少数民族自治州、省湘西地区开发重点地区和扶贫攻坚主战场。
堆焊耐磨板,耐磨钢板经验丰富质量放心产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:湖南湘西堆焊耐磨板,耐磨钢板经验丰富质量放心的图文介绍
涌华金属科技(湘西市分公司)在多年的实践中,积累了丰富的市场经验。公司从 耐磨钢板产品出售到售后服务,进行层层把关。为客户提供放心 耐磨钢板产品,公司坚持,以人为本,品质为先,持续改进的企业发展观。欢迎新老客户前来洽谈。


弹簧钢应具有优良的综合性能,如力学性能(特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、的外形和尺寸。
弹簧钢产品精度高、耐磨性好、韧性强、质量稳定。钢带产品适用于减振器阀片、离合器膜片弹簧、冷气压缩机阀片、针织机配件、沉降片、哈负片、织针、生克片、各种印刷刮刀、环形带刀等、五金冲压弹片,弹簧、发条、拉伸件,反弹簧高质量要求产品可以按客户要求尺寸分条,提供材质证明SGS报告热处理规范钢号淬火温度淬火介质硬度要求回火温度冷却介质



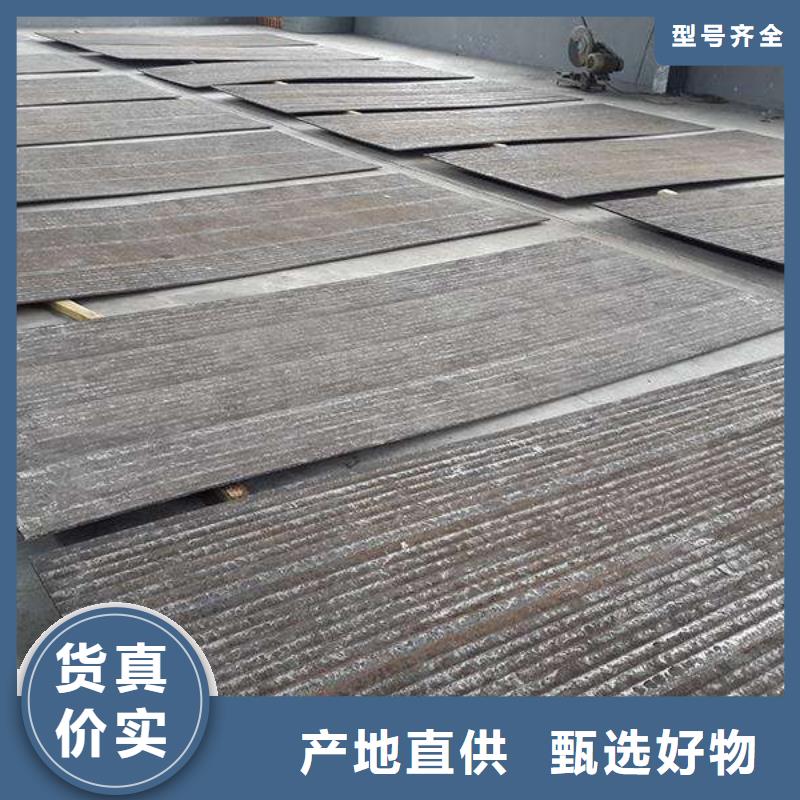
耐磨板,即双金属复层耐磨钢板。 双金属复层耐磨钢板是 大面积磨损工况使用的板材产品,是在韧性、塑性很好的普通低碳钢或者低合金钢表面通过堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨层而制成的板材产品。 双金属复合耐磨钢板由低碳钢板和合金耐磨层两部分组成,抗磨层一般占总厚度的1/3-1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足指定工况需求的耐磨性能。 耐磨钢板合金耐磨层和基体之间是冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基材上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。 耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍等其它合金成份



高强度耐磨钢产品技术条件中,其产品牌号命名不规范。参考国外企业标准情况并结合我国实际,针对我国高强度耐磨钢牌号多为引进牌号,目前使用比较混乱的问题,应该采用我国牌号的命名方法,加以统一,使用通用标准中的牌号,促进我国高强度耐磨钢的规范发展,实现高强度耐磨钢标准通用化、系列化。根据耐磨钢的产品特点和用户在选材方面的贯例,耐磨钢牌号采用汉语拼音和布氏硬度(HB)数值的组合方式。如:NM450,NM为“耐磨”汉语拼音的首位字母,“450”为布氏硬度值。



堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。