

我们的管线管管线管源头厂商产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:管线管管线管源头厂商的图文介绍


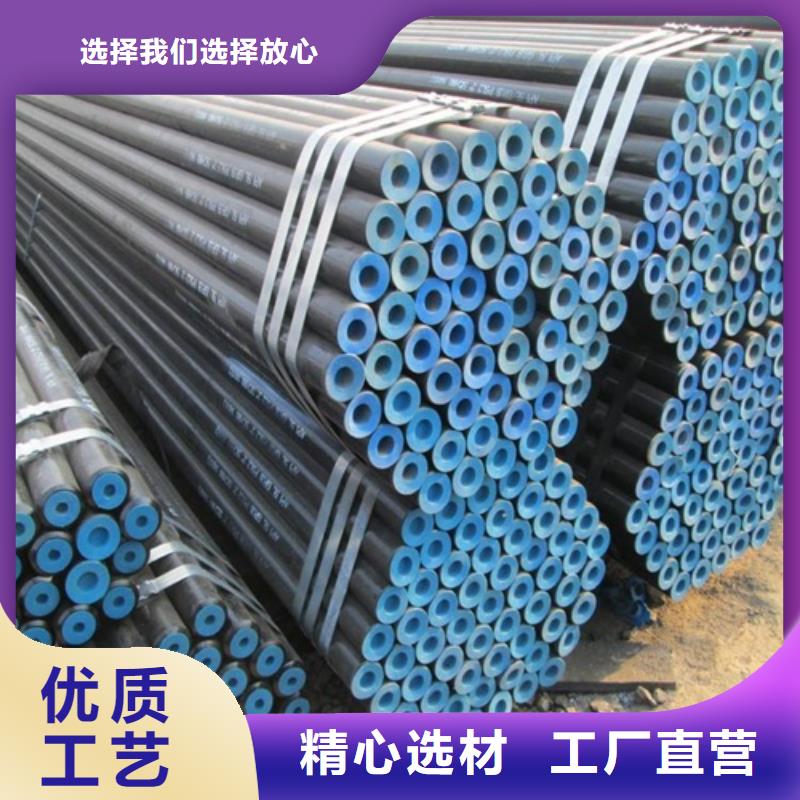
在管线管使用规范(API SPEC 5L-2011)当中明确指出管线管的用途是用来运送石油、天然气、水、油等液态和气态燃料与原料的输送,因为这些物质对密封性要求非常高,所以管线管就是把原料输送到石油和天然气企业的一种运输工具。当然,管线管的出现,大大的减少了在运输过程中对原料的浪费和污染,增加了企业的工作效率提高了产品质量。所以管线管是十分理想的运输工具。 管线管分类 管线管按照连接方式分为两种,一种是无缝焊接,这种焊接方式是 程度上保证了运输途中的气密性,但是灵活性不高,因为一-但焊接完成就很难改变运输方向,所以机动性很差,提前要做好路线规划,另外种就是有缝焊接,这种焊接方式,可以随时使用等离子切割机切割掉,然后改变方向,但是也有缺点就是气密性很容易就受到影响,所以两种分类的焊接方式各有各的优点,大家可以根据自己的需要来判断到底是 铺设呢?还是临时铺设,以后需要更换。





江苏鹏鑫钢铁有限公司生产的 无缝钢管等产品。我公司现已成为集 无缝钢管技术咨询、产品设计、制造、安装调试、售后服务于一体的公司,形成了一整套规范化、科学化、系统化管理体系。 公司以“艰苦奋斗”为企业精神,“以顾客为中心,依靠科技创新、推出高效、节能,奉献社会”为企业理念,让用户满意。我公司诚挚欢迎新老客户光临惠顾!


管线管电焊焊接溅出的预防方法 管线管电焊焊接溅出的危害主要表现在:减少电焊焊接熔敷高效率,减少电焊焊接生产效率;溅出物易黏附在焊接件和喷头上,危害激光焊接品质,使电焊焊接工作标准下降及清除施工时间提升;电焊焊接熔合不稳定,造成焊接外观设计比较不光滑等缺点。要避免溅出的产生,下列五个对策应当对您有些协助: (一)管线管电弧焊中,针对每一种孔径焊条的溅出率和电焊焊接电流量中间都具有着一定的规律性:在小电流量区溅出率较小,进到大电流量区溅出率也较小,而正中间区溅出率大。因此在挑选电焊焊接电流量时,应尽量绕开溅出率高的电流量地区。 (二)焊条外伸长短应尽量减少,可以更合理地降低管线管电焊焊接溅出。 (三)气体保护焊机选用正正负极时因为电孤受阳极氧化色斑工作压力危害,溅出猛增且颗粒物大,因而一般选用直流电反正负极接线方法。 (四)在电焊焊接控制回路中串连大的电感器。选用中等水平电流量标准气体保护焊时,因弦长较短,与此同时熔滴和熔合都是在不断地健身运动,熔滴与熔合非常容易产生短路故障全过程,因此气体保护焊除大滴状抵触衔接外,也有一部分熔滴是短路故障衔接,在电焊焊接控制回路中串连大一些的电感器,使短路容量升高速度比较慢一些,那样可以恰当地降低管线管电焊焊接溅出。 (五)气焊枪竖直电焊焊接管线管时溅出量少,歪斜视角越大,溅出就越大。根据实践经验证明,气焊枪前伸或后倾好不超过20°,大不可以高于25°。





L360N管线除锈方法 1、喷出防锈处理喷出防锈处理是利用功率大的电动机推动喷出叶面转动,使钢球、钢砂、钢丝段、矿物等耐磨材料在电动机向心力的作用下对L360N管线管表层开展喷出解决,不但可以金属氧化物、锈迹和废弃物,并且L360N管线管在耐磨材料强烈撞击和摩擦力的效果下,还能做到所需求的匀称表面粗糙度。 2、专用工具防锈处理关键运用钢丝球等设备对材料外表完成打磨抛光,可以除掉松脱的氧化皮、锈迹、焊疤等。手动工具防锈处理能到达Sa2级别,驱动力专用工具防锈处理可做到Sa3级别,若不锈钢板材表层黏附的锌灰,专用工具去锈功效不理想化,达不上作业规定的锚纹。 3、酸洗钝化一般用化工和电解法两类方式做酸洗钝化解决,管路只使用有机化学酸洗钝化,可以除掉氧化皮、锈迹、旧镀层,有时候可以用其做为抛丸除锈后的再解决。化学水处理尽管能使表层实现的洁净度和表面粗糙度,但其锚纹浅,并且非常容易对周边环境产生环境污染。 L360N管线管是用热轧带钢打卷根据电焊焊接进行的,无缝钢管是不能电焊焊接的间隙的,无缝钢管是用园钢立即制做而成的一个总体的环形无缝钢管,用钢胚立即拉出去的。
