



图文介绍虽好,但视频更能展现方矩管42crmo钢板品质保障价格合理产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:福建厦门方矩管42crmo钢板品质保障价格合理的图文介绍


硕鑫钢管(厦门市分公司)位于中国 15CrMoG无缝钢管名城 - 福建厦门,借助周边地区的经营理念和自身不断的科技创新,硕鑫钢管(厦门市分公司)近年来在 15CrMoG无缝钢管行业中飞速发展。作为一家集研发、生产、销售为一体的 15CrMoG无缝钢管生产厂家,拥有一批的研发团队,高素质的技术人员和管理人才,并有生产加工和检测设备。



教你怎样防止方矩管腐蚀
跟着中国经济的持续发展, 大力发展动力行业,长输油气管道是动力保证的重要办法,在输油、输气管道防腐施工过程中,方管外表处置是决议管道防腐运用寿数的关键要素之一,它是防腐层与方管能否结实联系的条件。经研究机构验证,防腐层的寿数除取决于涂层品种、涂覆质量和施工环境等要素外,方管的外表处置对防腐层寿数的影响约占50%,因而,应严厉依照防腐层标准对方管外表的需要,不断探究和总结,不断改进方管外表处置办法。
跟着中国经济的持续发展, 方矩管厂 大力发展动力行业,长输油气管道是动力保证的重要办法,在输油、输气管道防腐施工过程中,方管外表处置是决议管道防腐运用寿数的关键要素之一,它是防腐层与方管能否结实联系的条件。经研究机构验证,防腐层的寿数除取决于涂层品种、涂覆质量和施工环境等要素外,方管的外表处置对防腐层寿数的影响约占50%,因而,应严厉依照防腐层标准对方管外表的需要,不断探究和总结,不断改进方管外表处置办法。方管的清洁 运用溶剂、乳剂清洁钢材外表,以到达去掉油、润滑剂和相似的有机物,但它不能去掉钢材外表的锈、因而在防腐出产中只作为辅助手法。方管的东西除锈 首要运用钢丝刷等东西对钢材外表进行打磨,能够去掉松动或翘起的氧化皮焊渣等。手动东西能到达Sa2级,动力东西除到达Sa3级,若钢材外表的氧化铁皮,东西除锈作用不抱负,达不到防腐施工的锚纹深度。
跟着中国经济的持续发展, 大力发展动力行业,长输油气管道是动力保证的重要办法,在输油、输气管道防腐施工过程中,方管外表处置是决议管道防腐运用寿数的关键要素之一,它是防腐层与方管能否结实联系的条件。经研究机构验证,防腐层的寿数除取决于涂层品种、涂覆质量和施工环境等要素外,方管的外表处置对防腐层寿数的影响约占50%,因而,应严厉依照防腐层标准对方管外表的需要,不断探究和总结,不断改进方管外表处置办法。
跟着中国经济的持续发展, 方矩管厂 大力发展动力行业,长输油气管道是动力保证的重要办法,在输油、输气管道防腐施工过程中,方管外表处置是决议管道防腐运用寿数的关键要素之一,它是防腐层与方管能否结实联系的条件。经研究机构验证,防腐层的寿数除取决于涂层品种、涂覆质量和施工环境等要素外,方管的外表处置对防腐层寿数的影响约占50%,因而,应严厉依照防腐层标准对方管外表的需要,不断探究和总结,不断改进方管外表处置办法。方管的清洁 运用溶剂、乳剂清洁钢材外表,以到达去掉油、润滑剂和相似的有机物,但它不能去掉钢材外表的锈、因而在防腐出产中只作为辅助手法。方管的东西除锈 首要运用钢丝刷等东西对钢材外表进行打磨,能够去掉松动或翘起的氧化皮焊渣等。手动东西能到达Sa2级,动力东西除到达Sa3级,若钢材外表的氧化铁皮,东西除锈作用不抱负,达不到防腐施工的锚纹深度。



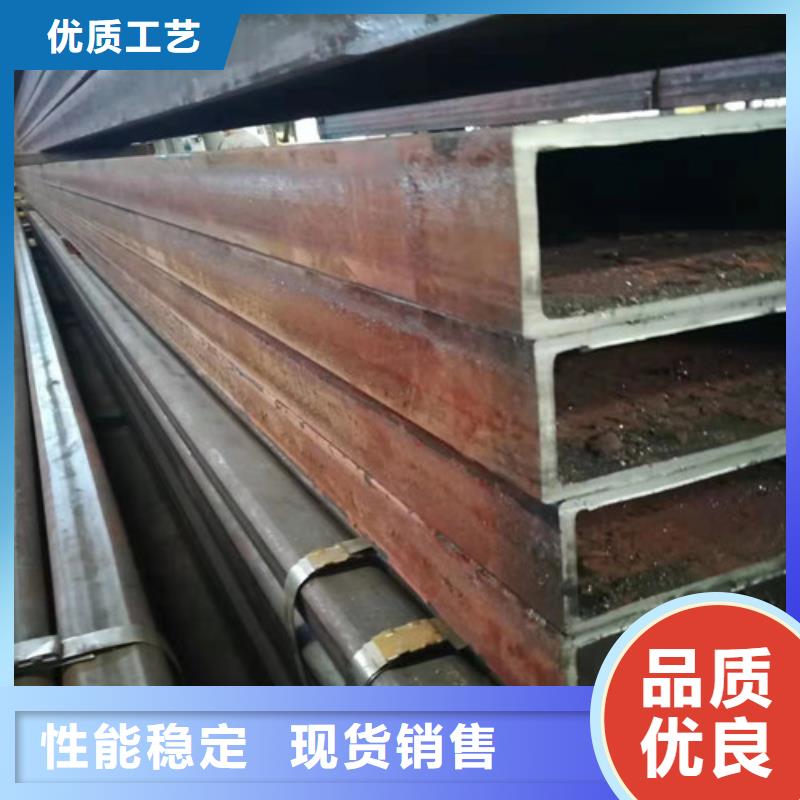
焊接方管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管。一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
制造工艺
焊接方管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
三、应注意的质量问题
1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
4)焊缝夹渣:多层施焊应层层将焊渣干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。
变形原因
焊接方管变形主要是焊缝收缩力大于母材强度造成的。
制造工艺
焊接方管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
三、应注意的质量问题
1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
4)焊缝夹渣:多层施焊应层层将焊渣干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。
变形原因
焊接方管变形主要是焊缝收缩力大于母材强度造成的。
