


联系我们

当前位置:
武汉 华宇诚数控科技(遵义市分公司) >
遵义本地行业News
激光切割机全自动上料激光切割机一站式采购方便省心
更新时间:2026-05-21 15:04:00 ip归属地:遵义,天气:阴,温度:19-27 浏览次数:29 公司名称:武汉 华宇诚数控科技(遵义市分公司)
以下是:贵州省遵义市激光切割机全自动上料激光切割机一站式采购方便省心的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 现货 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 是否厂家 | 生产厂家 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500可定制 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
| 范围 | 激光切割机全自动上料激光切割机供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 红花岗区、汇川区、桐梓县、绥阳县、正安县、凤冈县、湄潭县、余庆县、习水县、赤水市、仁怀市等区域。 |
以下是:贵州省遵义市激光切割机全自动上料激光切割机一站式采购方便省心的图文视频



【华宇诚】业务覆盖多领域场景,主营湄潭光纤激光切割机、红花岗光纤激光切割机切割机、铜仁广告光纤激光切割机价格、安顺全自动卷料激光切割机等产品服务。激光切割机全自动上料激光切割机一站式采购方便省心,华宇诚数控科技(遵义市分公司)为您提供激光切割机全自动上料激光切割机一站式采购方便省心,联系人:,电话:【18762195566】、【18762195566】。 贵州省,遵义市 遵义市,简称“遵”,古称播州,贵州省辖地级市,是贵州省域副中心城市,贵州省新兴工业城市和重要农产品生产基地,黔北政治、经济、文化中心,黔中城市群重要城市,三线城市。截至2022年,全市下辖3个区、7个县、2个自治县,代管2个县级市,总面积30762平方千米,户籍人口826.36万人,常住人口659.65万人。
我们的现场实拍视频将带您走进激光切割机全自动上料激光切割机一站式采购方便省心产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:贵州遵义激光切割机全自动上料激光切割机一站式采购方便省心的图文介绍


光纤激光切割机是把从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走。随着光束与工件相对位置的移动,然后使材料形成切缝,从而达到切割的目的。光纤激光切割机在进行材料切割的时候有时会出现切割不整齐、切割不透以及切割面不光滑等情况,一般来说在激光功率足够的情况下,这些都是属于有误差的切割,所以需要找到切割误差的原因并进行调整,下面鹏沃就来给大家分析下哪些原因会导致激光切割机切割材料出现误差:1、激光输出功率不达标及焦点位置不准确在光纤激光切割机运行调试的时候,要保证激光输出功率达到标准,一般激光的输出功率越高,在同等厚度的板材上面,切割的品质越好。光纤激光切割机的焦点如果没对准,直接影响切割精度,因此在运行前要校准核对。也可以在选购机器时选择质量较好的自动调焦激光头,自动对焦,从而保证切割精度。2、切割材料厚度超标一般来说当激光功率一定时,越薄的板材,切割起来越轻松,品质也越好。如果板材太厚,光纤激光切割机切割起来会比较吃力,在保证切断的情况下,加工精度就会出现误差,所以要判断光纤激光切割机功率和板材厚度是否匹配。3、切割板材的粗糙度及加工速度通常情况下,切割材料的表面越平整,切割的质量会越好。光纤激光切割机切割速度直接影响加工精度。所以也要在运行前,将切割速度和材料的吻合度达到好的状态。



华宇诚数控科技(遵义市分公司)以质量求生存,以科技求发展,不断为用户提供满意的 数控光纤激光切割机产品; 数控光纤激光切割机产品畅销全国各大、中、小型企事业单位。坚定不移地执行“ 将心比心,与用户一心,以心换心,让用户放心 ”的质量方针和热情周到的售后服务制度,保持和发扬良好的职业道德风尚,欢迎广大用户光临指导,实地考察,真诚合作!


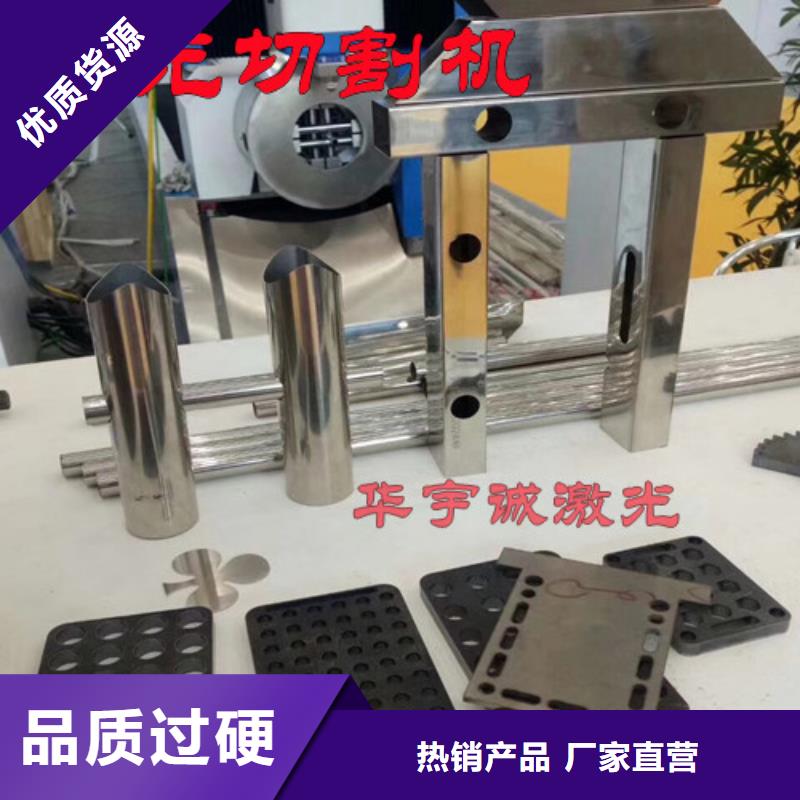
激光切割机厨卫行业使用的大部分厨卫产品都是不锈钢材料,因其耐腐蚀、美观、实用,广受市场青睐。传统的钣金加工方法繁琐、耗时、成本高,没有办法满足当前的市场需求。随着激光切割机的投入使用,它很好地弥补了传统钣金加工的不足。
与传统加工方法不同,激光切割技术具有切割精度高、切割速度快、切割端面光滑、无需二次加工等优点。此外,很重要的一点是,激光切割加工为企业节约了大量成本。由于激光切割不需要模具和工具,大大节省了开模成本。并且会大大节省人力成本。现在,一个人可以操作十个人做的工作的下料。
激光切割技术很好的满足了厨卫产品市场的定制化需求,生产周期更短,不需要让模具,降低开模时间成本,加工面无毛刺,不需要二次加工,打样无问题后可以快速实现量产。



激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。


激光切割机切割不锈钢的时候,有辅助气体为氧气、氮气或者空气的加工方法,根据加工目的选择辅助气体的种类。当然,不同气体其切割面氧化程度就不同,对切割速度也有一定的影响。使用氧气,在边缘氧化不要紧的情况下;使用氮气以得到无氧化无毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。当板件厚度小于3mm的时候,因为有氧化反应效果可以达到高速化。但是当板件厚度大于3mm的时候,使用熔融金属流动良好的氮气进行无氧化切割时,则可以提高切割的速度。使用空气情况接近于氮气的加工特性,但在切割面粗糙度和粘渣量方面的效果不如使用氮气的好。氧化后的切割面表面硬度约为原来的2倍,但是范围小。这个特性及在表面粗糙度良好的无氧化切割中,切割面的粗糙研磨不坏容易,而使用氧气的加工面不易研磨。



激光切割机全自动上料激光切割机一站式采购方便省心_华宇诚数控科技(遵义市分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:,江夏区庙山工业园特1号。