


联系我们

水处理衬塑管道 电厂衬胶管优势
更新时间:2026-05-21 21:04:43 ip归属地:揭阳,天气:大雨转雷阵雨,温度:24-29 浏览次数:11 公司名称: 纵横机械制造(揭阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |
| 范围 | 水处理衬塑管道 电厂衬胶管供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 榕城区、揭东区、揭西县、惠来县、普宁市等区域。 |





纵横机械制造(揭阳市分公司)重信用、守合同、保证 内衬塑外镀锌产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,在 内衬塑外镀锌消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们愿与各地商家精诚合作、共同发展!


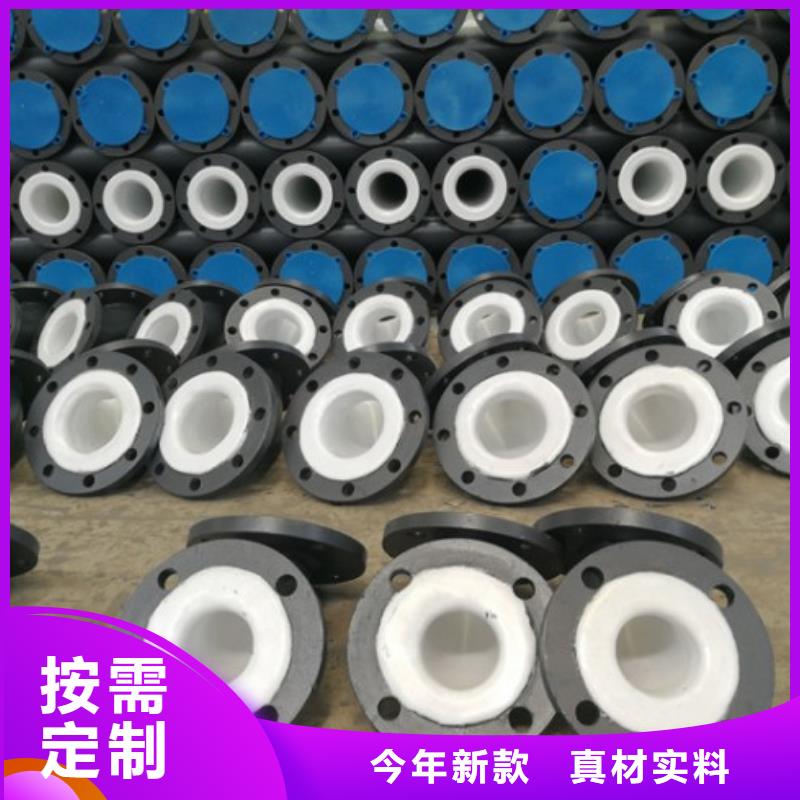
碳钢衬塑管道简介:
碳钢衬塑管道是衬塑钢管的简称,又称为钢衬塑管道、衬塑管、热滚塑管道、不同地方对这种防腐管材有着不同的称呼,衬塑管道是以钢管作为受力基体,以塑层作为防腐。
碳钢衬塑管道分为钢衬PO管,钢衬PO、PE、PTFE管供应商,工业污水处理管,化工衬塑管,卤水,回水管,盐水,碱水输送管道。
常见的碳钢衬塑管道有:钢衬聚丙烯管(GSF.PP),钢衬聚氯乙烯管(GSF.PVC),钢衬乙烯管(GSF.PE),钢衬聚烯烃管(GSF.PO)钢衬聚四乙烯管(GSF.F4)。
碳钢衬塑管道特点:
具有优良的物理性能
具有好的耐腐蚀性能
机械强度与钢管相同
卫生、不积垢,不滋生生物、保证流体品质
耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
安装工艺成熟、方便快捷
耐候性好,适用沙漠、盐碱等苛刻环境
管壁光滑、提高输送效率、使用寿命长
碳钢衬塑管道使用温度:
1.钢衬聚丙烯管(GSF.PP)的介质工作温度:-20℃~105℃
2.钢衬聚氯乙烯管(GSF.PVC)的介质工作温度:-15℃~65℃
3.钢衬聚乙烯管(GSF.PE)的介质工作温度:-20℃~80℃
4.钢衬聚烯烃管(GSF.PO)的介质工作温度:-15℃~110℃
5.钢衬聚四乙烯管(GSF.F4)的介质工作温度:-100℃~250℃



钢厂硫酸管道 衬塑管道
我公司是一家集生产、研发、销售于一体的综合性防腐衬塑管道生产厂家,公司实力雄厚,产品质优价廉,深受业内人士好评,欢迎广大客户到我公司考察洽谈!
衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
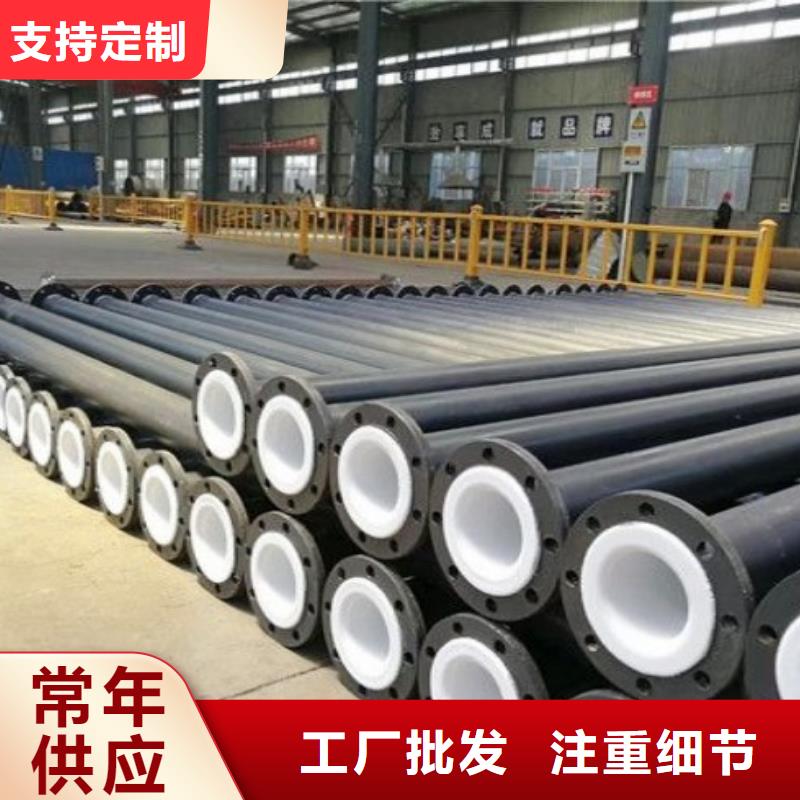
衬塑管道
纵横企业生产衬塑管道、衬塑钢管、衬塑管件、碳钢衬塑管道、钢衬塑管道,钢衬PE管道、钢衬PO管道、钢衬PP管、钢衬PVC管、设备内衬塑以及各种非标、成套系列衬塑设备。衬塑管道具有耐腐蚀、缓结垢、不脱层、防腐性能好、抗渗透性好是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。
【纵横企业】是一家专业研发、生产、销售衬塑管道、衬塑钢管、衬塑管件、碳钢衬塑管道、钢衬塑管道、钢衬PE管道、钢衬PO管道、钢衬PP管、钢衬PVC管、设备内衬塑以及各种非标、成套系列衬塑设备的高新技术企业。企业致力于环保节能新型产品的开发、研究与应用,专业生产耐磨、防腐蚀管道与设备。产品已覆盖国内三十多个省市,远销十多个地区,受到客户的一致好评和赖。


衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。
