

想一睹焊管卷管,Q355B无缝钢管精致工艺产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:焊管卷管,Q355B无缝钢管精致工艺的图文介绍

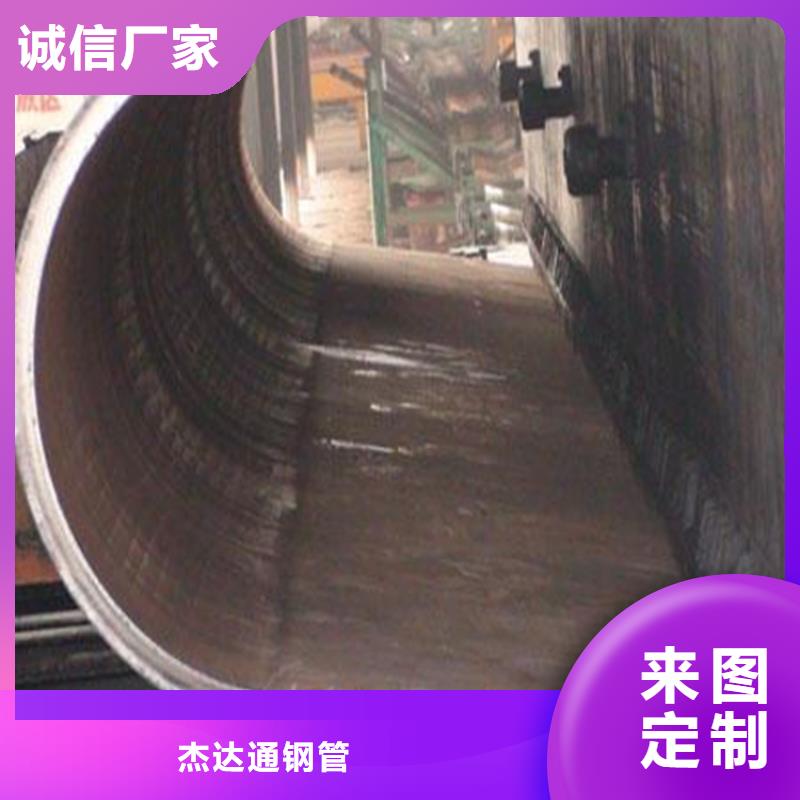
钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等离子切割和激光切割。2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。3、高级别耐磨钢的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切后48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其切割速度取决于钢板等级和厚度特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。焊管卷管切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保湿时间安5min/mm)对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。4、焊管卷管降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。消除软化风险的的办法是冷切割,例如水射流切割。若必须使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来楞伽钢板及切割表面。因此,焊管卷管钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低焊管卷管;


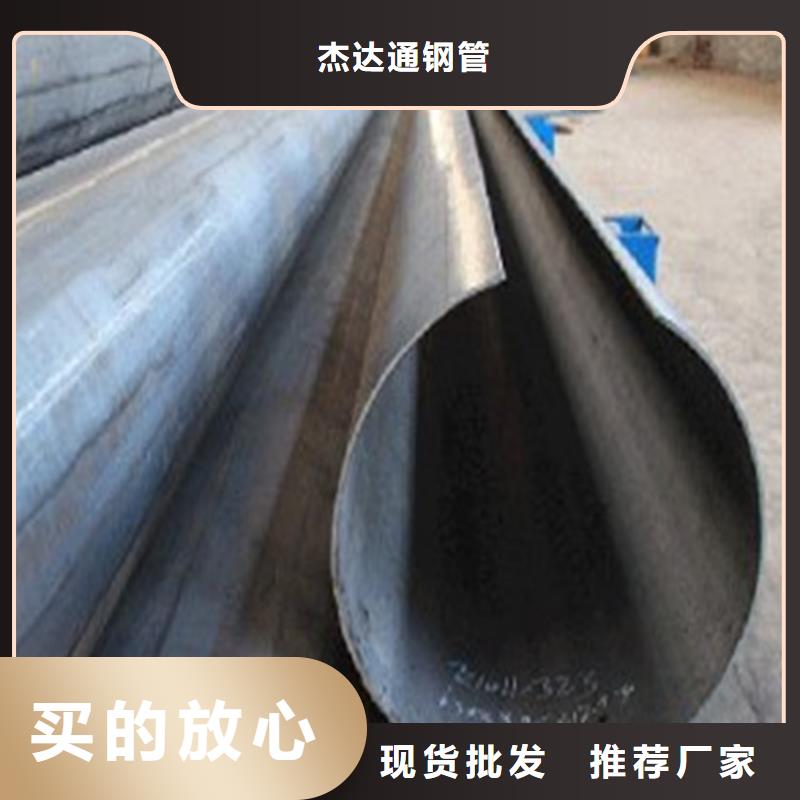
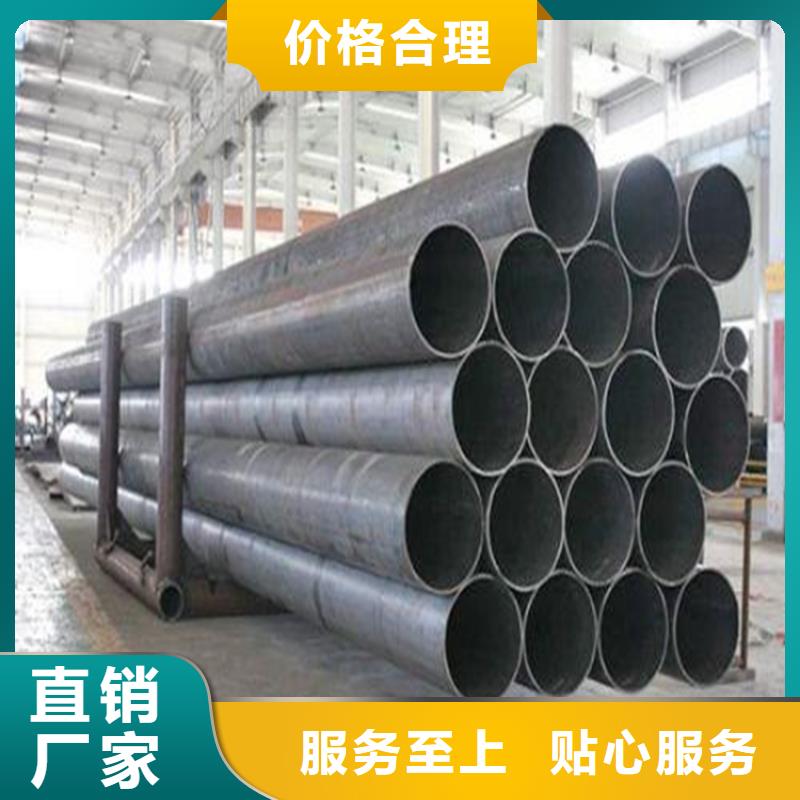
焊管卷管空气和蒸汽等一般低压流体输送用埋弧焊钢管,焊缝处理螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量.使焊缝间隙控制在1~3mm,并使焊口两端齐平,1,如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,2,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压.滚压后形成深坑,影响焊缝表面质量,将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透,结晶,终形成牢固的焊缝,螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊管卷管焊缝金属强度下降.受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷,打桩用螺旋钢管是指用钢带或钢板弯曲变形为圆形,方形等形状后再焊接成的.表面有接缝的钢管,按焊接方法不同可分为电弧焊管,高频或低频电阻焊管,气焊管,炉焊管,邦迪管等,按焊缝形状可分为直缝焊管和螺旋焊管,电焊钢管用于石油钻采和机械制造业等,,,炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等,螺旋焊管用于油气输送.管桩,桥墩等,焊接钢管比无缝钢管成本低,生产效率高,直缝焊管生产工艺简单,生产效率高,成本低,发展较快,螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管.但是与相同长度的直缝管相比,焊缝长度增加30~100,而且生产速度较低,因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊,是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,(焊管卷管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平,剪边,刨边,表面清理输送和予弯边处理,采用电接点压力表控制输送机两边压下油缸的压力.确保了带钢的平稳输送,采用外控或内控辊式成型螺旋焊管统称的种类:螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管,但是与相同长度的直缝管相比,焊缝长度增加.而且生产速度较低,因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管,1,承压流体输送,用螺旋缝埋弧焊钢,主要用于输送石油,天然气的管线,承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的.用于承压流体输送的螺旋缝高频焊钢管,钢管承压能力强,塑性好,便于焊接和加工成型,一般低压流体输送用螺旋缝埋弧焊钢管,采用双面自动埋弧焊或单面焊法制成的用于水,煤气,空气和蒸汽等一般低压流体输送用埋弧焊钢管.焊管卷管螺旋钢管标准及用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外





鄂州杰达通钢管有限公司夯实的 16锰无缝钢管技术服务团队为您提供高效及时的售前培训,售中咨询,售后服务,确保您的项目成功。全程质量监控, 16锰无缝钢管产品有保障, 严格按照技术研发中心的技术要求为您提供优良的 16锰无缝钢管产品。


