




想一睹钢板,NM400钢板保障产品质量产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:钢板,NM400钢板保障产品质量的图文介绍

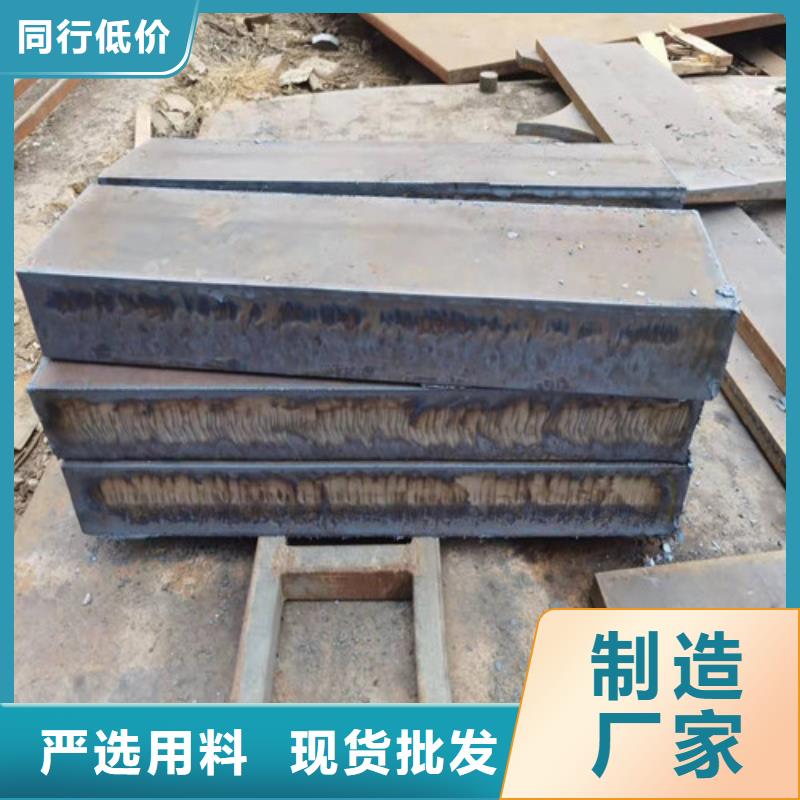
耐磨钢板切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。 预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。 注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。 低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其 切割速度取决于钢板等级和厚度. 特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。 切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。 切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保温时间安5min/mm) 对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。


1450mm冷轧薄板 品名 执行标准 标准号 牌 号 规 格 冷轧卷 GB GB11253-89 SPCC*ST12*SPCC-SB*SPCC-B* ST12-SD*ST12-SB*ST12-B*Q195 0.20-1.2*800-1250 冷轧板 GB GB11253-89 SPCC*ST12*SPCC-SB*SPCC-B* ST12-SD*ST12-SB*ST12-B*Q195 0.20-1.2*800-1250*(1600-2500) 1450mm冷轧薄板的牌号及用途 品种 标准号 种类 牌号 用途和特点 冷轧薄板 GB700-88 轧硬卷 SPCC-1B 屈服点低、冲压可塑性区广、形状稳定性好 光亮退火软板 SPCC-SD 屈服点低、冲压可塑性区广、形状稳定性好 冷轧深冲钢带SPCD 冲压性能更好、且不宜产生滑移线 冷轧钢板超深冲钢带 SPCE 优良的冲压成型性能、可减少冲压道次 中宽冷轧板 折叠一般用或冲压用 规格 屈服强度 抗拉强度 伸长率% 180o 冷弯d=0 搪 规格 屈服强度 抗拉强度 伸长率% <0.60mm - 275-440 28 完好、无裂纹 <0.40mm ≤210 275-380 ≥33 0.60-1.00mm - 275-440 30 完好、无裂纹 0.40-0.60mm ≤210 275-380 ≥34 1.00-1.60mm - 275-440 32 完好、无裂纹 0.60-1.00mm ≤210 275-380 ≥36 1.60-2.00mm - 275-440 34 完好、无裂纹 1.00-1.60mm ≤210 275-380 ≥37 1.60-2.00mm ≤210 275-380





新弘扬特钢有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 河南新乡20#热轧中厚板研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 河南新乡20#热轧中厚板加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。



