


为了让您更全面地了解我们的供应批发(江泰)45#无缝钢管-品牌,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:供应批发(江泰)45#无缝钢管-品牌的图文介绍
45#无缝钢管-品牌")
45#无缝钢管-品牌")
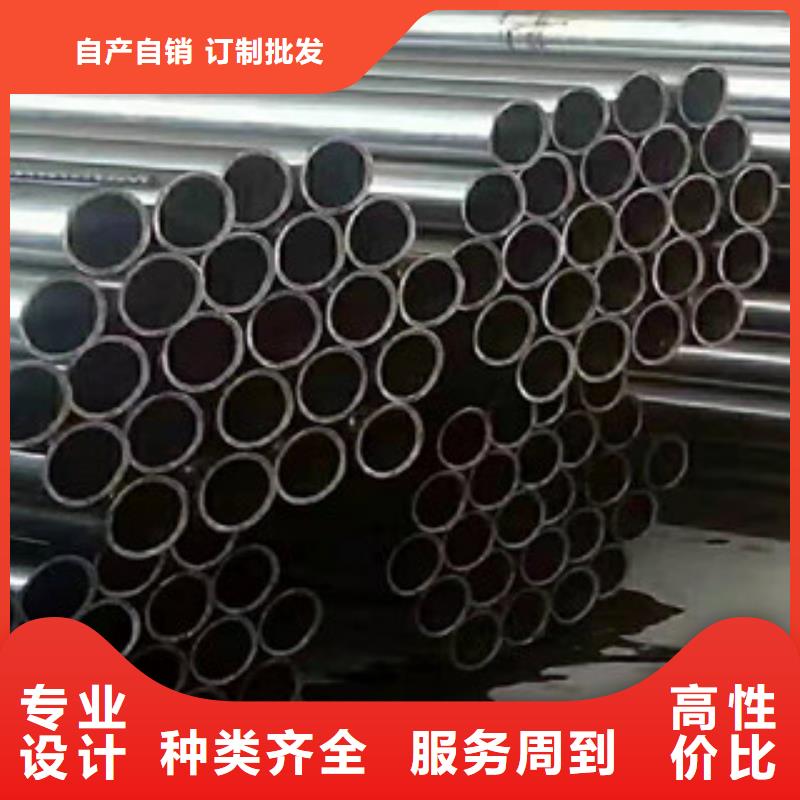
热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
数十年来,金华江泰钢材有限公司始终引导 20#精密钢管制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 20#精密钢管部件已实现专业化、 规模化生产,绝大多数 20#精密钢管产品可以满足客户短时间交货的需要。
45#无缝钢管-品牌")
45#无缝钢管-品牌")
精密无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。不锈钢的硬度检测要考虑到它的力学性能,这关系到以不锈钢为原料而进行的变形、冲压、切削等加工的性能和质量。因此,所有的精密无缝钢管要进行力学性能测试。力学性能测试方法主要分两类,一类是拉伸试验,一类是硬度试验。拉伸试验是将精密无缝钢管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。拉伸试验是金属材料最基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。特别是那些形状不便于进行硬度试验的材料,拉伸试验成为 的力学性能检测手段。
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
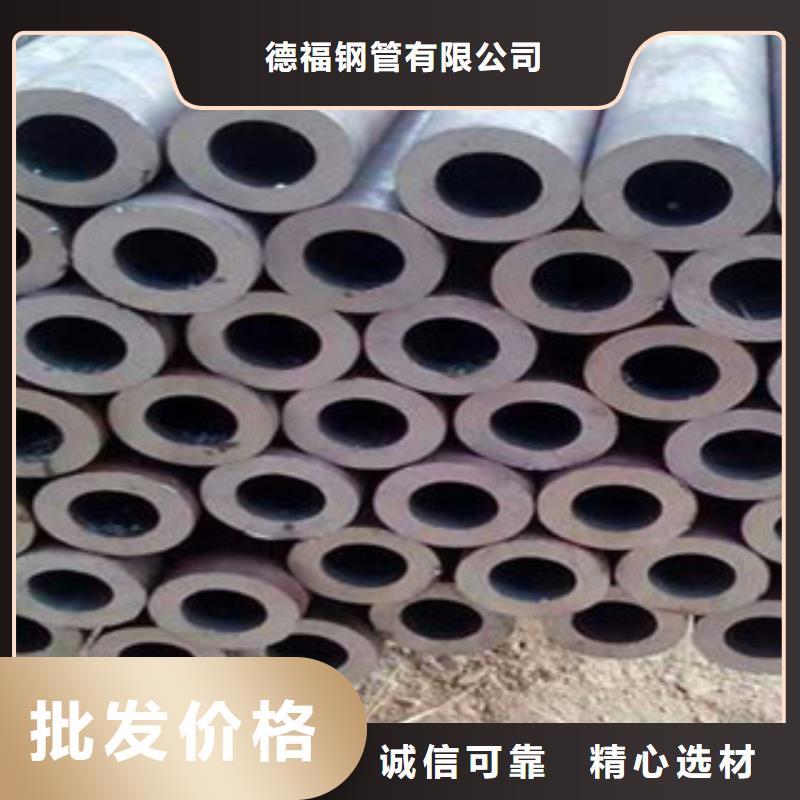
金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水洗——鳞化——皂化——拉拔——检查——切定尺——珩磨——端部加工——矫直——总装——试压——装箱
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
45#无缝钢管-品牌")
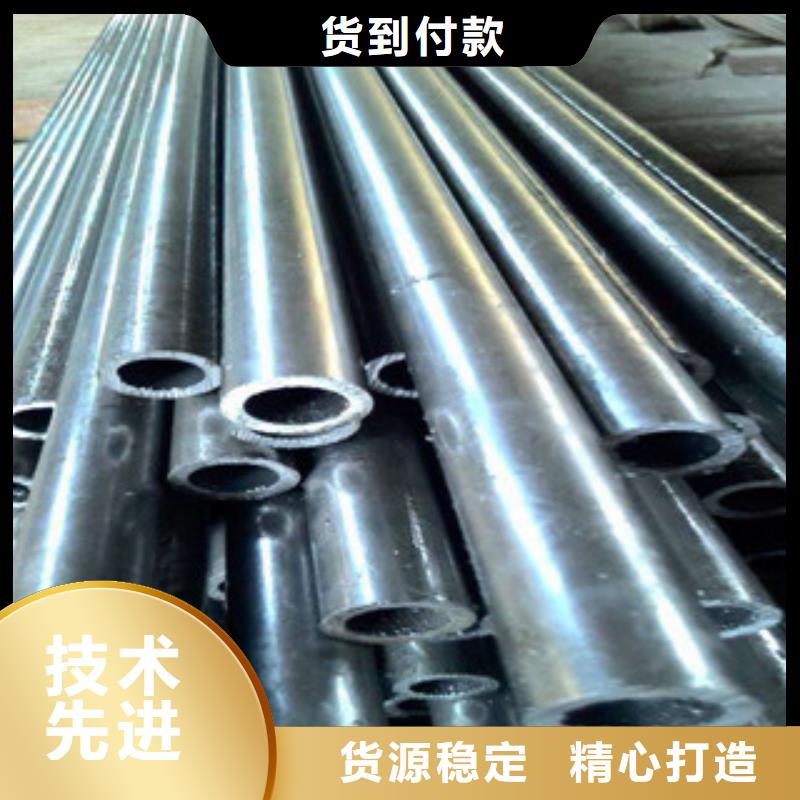
每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。精密钢管生产工艺特点:精密钢管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。精密无缝钢管机的生产效率一直是人们最为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。
